精密铸造是工业制造中高精度金属零件生产的重要工艺。与传统砂型铸造相比,精密铸造能够显著提高产品尺寸精度和表面光洁度。掌握精密铸造工艺流程有助于在设计、生产和质量控制环节优化生产效率。
精密铸造工艺流程首先从设计模具开始。设计阶段根据零件结构和尺寸要求制作蜡型模具。蜡型模具能够准确还原零件外形细节。模具设计过程中需要考虑浇注系统位置、排气孔布局和铸件收缩率。合理模具设计能够保证铸造后零件的精度和尺寸稳定性。
蜡型制作是精密铸造的关键环节。通过注蜡或浇铸方式形成完整的蜡型结构。蜡型表面光洁度直接影响铸件表面质量。蜡型制作完成后进行精细修整,包括去除毛刺和检查尺寸偏差。该环节能够保证后续涂层和熔模操作顺利进行。
涂层包覆环节用于形成耐火层。蜡型表面均匀涂覆耐火浆料,多次涂刷形成坚固外壳。耐火层能够承受高温熔融金属浇注过程的热冲击。涂层厚度和均匀度直接影响铸件表面质量。涂层完全干燥后,可进行加强处理,提高强度和耐热性能。

蜡型脱蜡环节通过加热或蒸汽熔化蜡型,形成空心模腔。脱蜡过程中需要保证模壳结构完整。模腔形状直接决定铸件尺寸精度。脱蜡完成后,模壳需要进一步烘烤或烧结,以增强耐火性能和机械强度。
金属熔炼与浇注是精密铸造核心环节。根据铸件材料选择合适熔炼方法,将金属熔化至规定温度。通过浇注系统将熔融金属注入模腔。浇注过程中需控制浇注速度和温度,避免产生气孔和夹杂。金属凝固后形成完整铸件。
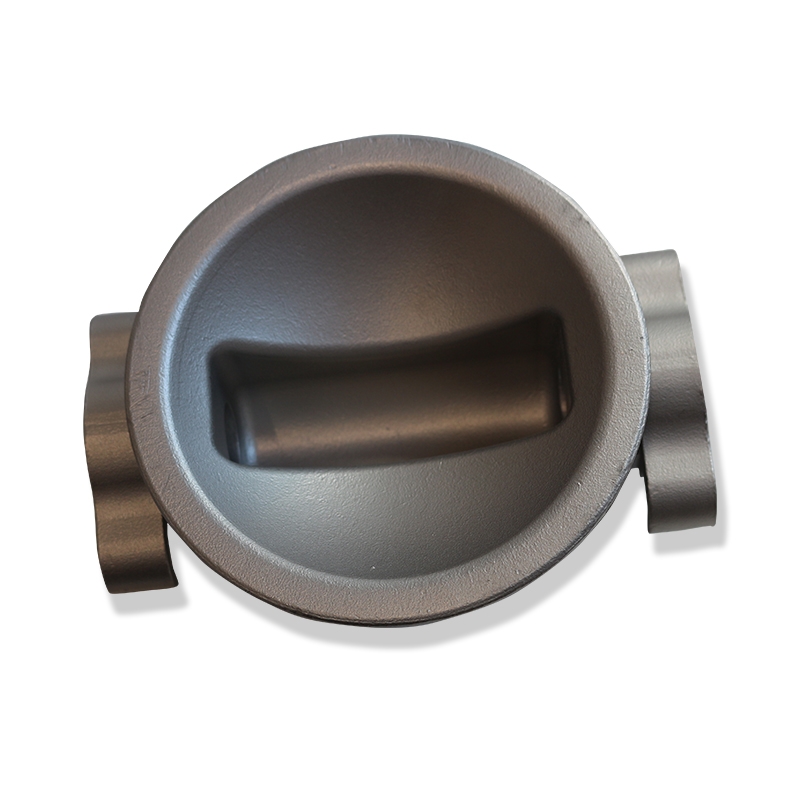
铸件冷却和模壳去除环节完成后,进行清理和初步修整。通过机械或化学方法去除耐火涂层,露出金属铸件本体。去壳后的铸件表面进行检验和打磨,去除毛刺和残留物。该步骤保证铸件表面平整,并为后续精加工做好准备。
精密铸造通常需要进行热处理或精加工。通过热处理改善金属内部组织,提升力学性能和硬度。精加工包括铣削、钻孔、研磨等工序,保证铸件达到设计尺寸和表面质量要求。
精密铸造工艺流程涉及模具设计、蜡型制作、涂层包覆、脱蜡、金属熔炼浇注、冷却去壳、清理与精加工等环节。每个步骤都直接影响铸件精度、表面质量和力学性能。规范工艺流程能够保证精密铸造产品稳定性和可靠性。