精密铸造可实现复杂几何结构的一体成型,减少传统加工路径与材料浪费。但铸件成型精度受模具、公差控制及冷却条件影响,若需满足较高装配要求或关键配合尺寸,仍需配合后续机加工工艺,车削即为其中常用方式之一。
精密铸件适合车削加工的主要特征为具有规则回转面、轴类结构、孔类配合件等几何形态,车削工艺可对这些区域进行尺寸修正、表面精整或功能性加工处理。常见加工内容包括端面修正、轴颈加工、孔类精配、螺纹加工及锥度修整等。
不同材质铸件在车削性能方面存在差异。碳钢、合金钢、不锈钢材质通常具备良好切削性,但需选用适当的刀具材料与切削参数以控制热变形。铸铝与铜基合金铸件车削时易产生粘刀或切屑缠绕现象,需采用高锋利度刀具与适当润滑液。

铸件车削前需通过毛坯预检工艺,确认定位基准与装夹方式,避免夹持偏差影响加工精度。根据零件结构复杂度,可选择外圆车床、数控车床或复合加工进行多工位一体加工。
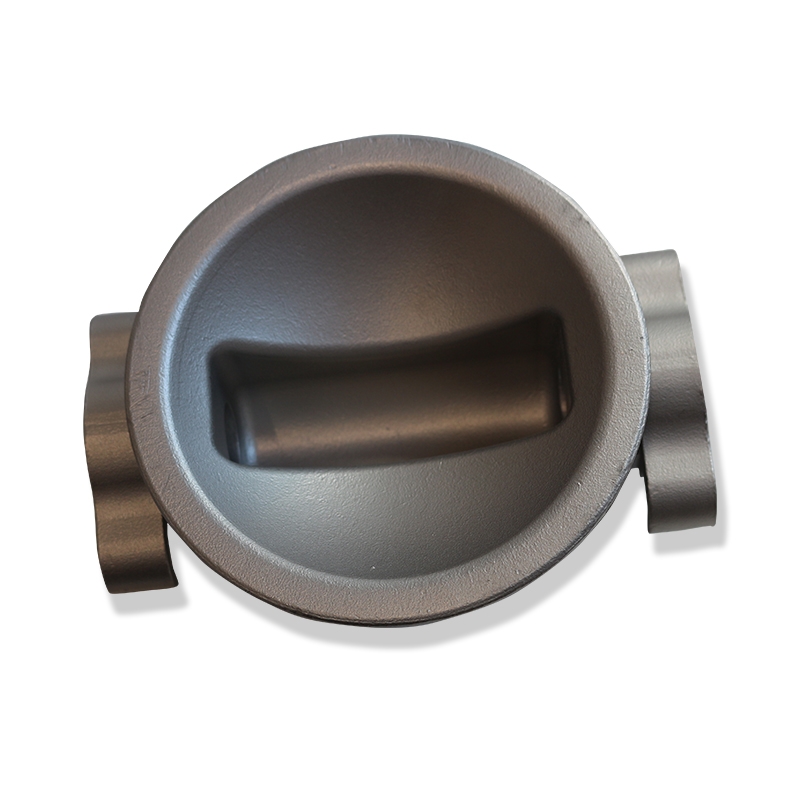
精密铸造配合车削加工,适用于对关键尺寸有严格公差要求的场合。常见应用包括泵体轴套、阀门腔体、齿轮壳体、航空构件接头等。通过一次成型+局部车削的组合方式,既可保留铸件成型优势,又可满足局部精度要求。
为确保加工一致性,加工前应对铸件进行清砂、除氧化皮处理,车削后可配合精磨、去毛刺等工序,提升整体装配精度与表面质量。部分批量加工场景中,还可通过夹具优化与自动化编程实现效率车削作业。
精密铸造件通过车削加工工艺,可有效提高局部尺寸精度与配合性能,适应多种结构件后道精加工需求。