精密铸造加工后的零件可能出现轻微变形,但通过工艺优化、结构设计调整、后期矫正等措施,可将变形量控制在允许范围,不会影响装配与使用,变形程度与材质、结构、加工工艺密切相关。
变形的核心原因有四类,材质特性方面,低熔点合金(如铝合金、锌合金)冷却收缩率较大,易出现收缩变形;高硬度合金(如不锈钢、钛合金)铸造后应力释放不均,可能产生扭曲变形。结构设计方面,壁厚差异过大的零件,冷却速度不一致,厚壁部位收缩慢、薄壁部位收缩快,易导致弯曲变形;复杂异形结构、长细比过大的零件(如轴类、杆类),铸造后应力集中,变形风险更高。
加工工艺方面,模具精度不足、分型面设计不合理,会导致铸件成型时受力不均;浇注温度过高、冷却速度过快或过慢,会加剧收缩不均,引发变形;脱蜡、砂处理等环节操作不当,也可能导致零件表面受力不均,产生轻微变形。热处理影响方面,铸造后热处理工艺参数不合理,如升温速度过快、保温时间不足,会导致内应力无法完全释放,后续加工或使用中出现二次变形。

变形控制措施全方面,结构设计优化是关键,零件壁厚需均匀分布,差异控制在30%以内,厚壁部位设置工艺孔或加强筋,长细比过大的轴类零件增加支撑结构,减少变形空间。模具与工艺调整方面,采用高精度模具,分型面贴合紧密,浇注系统设计合理,确保金属液均匀填充;根据材质调整浇注温度与冷却速度,低熔点合金降低浇注温度,高硬度合金采用阶梯冷却,减少收缩差异。
热处理工艺优化可有效释放应力,铸造后进行退火处理,升温速度控制在50℃/h-100℃/h,保温2-4小时,缓慢冷却至室温,可消除80%以上内应力;对精度要求高的零件,采用时效处理,进一步稳定尺寸,减少后期变形。后期矫正措施适配轻微变形,变形量较小(≤0.1mm)的零件,通过手工矫正、压力矫正等方式调整;变形量较大的零件,采用机械加工矫正,通过铣削、磨削等方式去除变形部分,恢复尺寸精度。
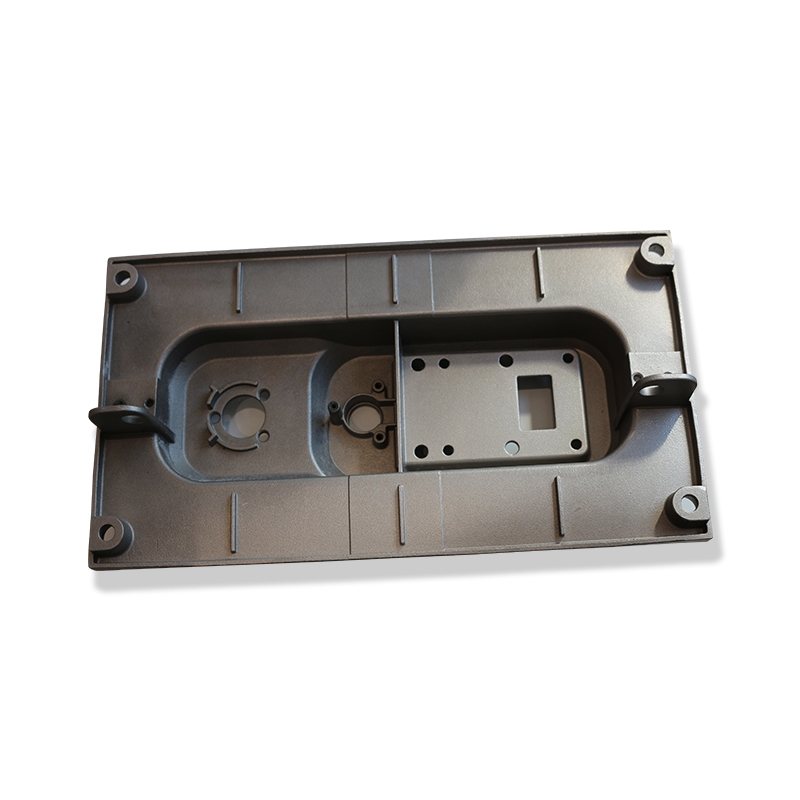
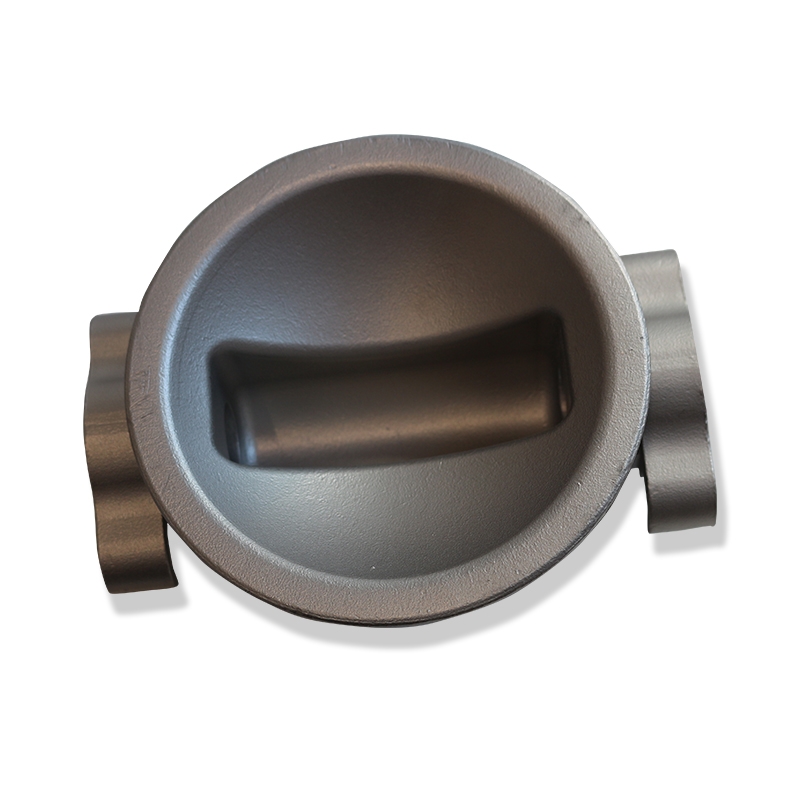
场景化变形控制重要点不同,汽车零部件如齿轮、阀体,需控制变形量≤0.05mm,采用高精度模具+退火处理+精磨加工,确保装配精度;工业设备零件如泵体、阀门,壁厚差异较大,需优化浇注系统+设置工艺筋+时效处理,避免收缩变形;轴类、杆类零件,采用两端支撑模具+缓慢冷却+校直工艺,控制弯曲变形。
检测与预防不可忽视,零件加工后需通过三坐标测量仪、投影仪等设备检测关键尺寸,确认变形量是否在公差范围内。批量生产前进行样品试制,根据变形情况调整工艺参数,建立工艺数据库。对易变形零件,在模具设计时预留矫正余量,方便后期加工调整,确保产品符合使用要求。